JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
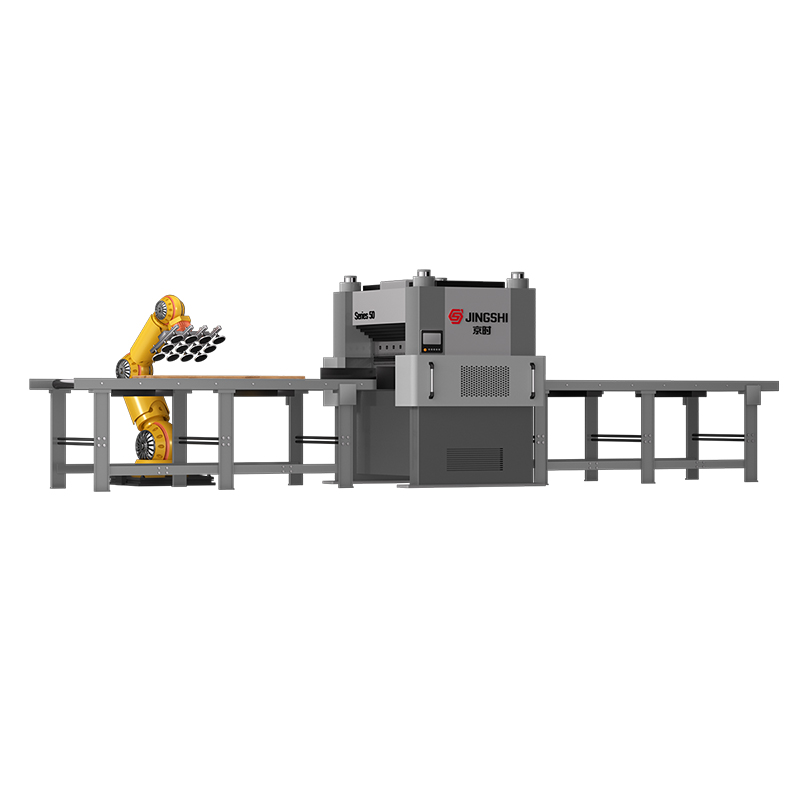
Een leveller, ook wel bekend als een nivelleermachine of roller leveller , is een industriële machine die is ontworpen om metalen spoelen, platen en platen plat te maken door interne spanningen, kromtrekken en onregelmatigheden in het oppervlak te elimineren. De machine werkt door metaal door een reeks offsetrollen te leiden die gecontroleerde buigkrachten uitoefenen, waardoor het materiaal permanent wordt vervormd om een vlak, spanningsvrij oppervlak te verkrijgen. Levelers zijn essentiële apparatuur in metaalverwerkingsfaciliteiten, staalservicecentra en fabrieken waar vlak metaal van cruciaal belang is voor daaropvolgende bewerkingen zoals stampen, lasersnijden of lassen.
Hoe nivelleringsmachines werken
Het nivelleringsproces is gebaseerd op het principe van plastische vervorming. Wanneer metaal door een leveller gaat, komt het meerdere rollen tegen die in een verspringend patroon zijn gerangschikt. Afwisselende bovenste en onderste rollen creëren een reeks omgekeerde bochten. Elke bocht overschrijdt de vloeigrens van het materiaal, waardoor permanente vervorming ontstaat die interne spanningen neutraliseert.
De rolconfiguratie
Een typische precisie-leveller bevat tussen 9 en 21 rollen , hoewel heavy-duty modellen misschien meer hebben. De invoerrollen passen agressief buigen toe met grotere openingen, terwijl de uitgangsrollen steeds kleinere openingen gebruiken om fijnere correcties te produceren. Deze geleidelijke vermindering van de buigintensiteit zorgt ervoor dat het materiaal met minimale restspanning en maximale vlakheid naar buiten komt.
Aanpassingsmechanismen
Moderne levellers zijn voorzien van hydraulische of elektrische verstelsystemen die de penetratiediepte van de rollen regelen. Operators kunnen instellingen wijzigen op basis van materiaaldikte, hardheid en initiële vlakheid. Geavanceerde modellen omvatten automatische meetsystemen die binnenkomend materiaal meten en de rolposities in realtime aanpassen, waardoor vlakheidstoleranties worden bereikt van ±0,5 mm per meter of beter .
Soorten nivelleringsmachines
Roller-levelers
Rollevellers zijn het meest voorkomende type, geschikt voor het verwerken van rollen en platen 0,3 mm tot 25 mm dikte . Ze verwerken verschillende materialen, waaronder koudgewalst staal, roestvrij staal, aluminium en koperlegeringen. Productielijnen integreren vaak rollevellers met slit-, op maat gesneden of stansapparatuur.
Brancard-levelers
Stretcher-levelers grijpen materiaal aan beide uiteinden vast en oefenen doorgaans longitudinale spanning uit 1-3% verlenging , om golving en spoelset te elimineren. Dit proces werkt vooral goed voor dunne materialen van minder dan 3 mm, waarbij het nivelleren van rollen oppervlaktemarkeringen kan veroorzaken. Stretcher-levelers blinken uit in het verwijderen van randgolf- en centrale knikdefecten die vaak voorkomen bij koudgewalste rollen.
Plaat-nivelleerders
Ontworpen voor dikke borden van 6 mm tot 200 mm gebruiken plaatnivelleerders minder rollen, maar grotere diameters en hogere buigkrachten. Deze machines verwerken constructiestaalplaten, scheepsbouwmaterialen en zwaar fabricagemateriaal waarbij nauwkeurige vlakheid van cruciaal belang is voor las- en assemblagewerkzaamheden.
Belangrijkste componenten en ontwerpkenmerken
| Onderdeel | Functie | Materiaal/specificatie |
|---|---|---|
| Werkrollen | Breng buigkrachten aan op het materiaal | Gehard staal, 60-65 HRC, verchroomd |
| Reserverollen | Ondersteun de werkrollen tegen doorbuigen | Gesmeed staal, grotere diameter dan werkrollen |
| Hydraulisch systeem | Past de rolposities en druk aan | Bedrijfsdruk 150-250 bar |
| Ingangs-/uitgangstabellen | Begeleidings- en ondersteuningsmateriaal | Rol- of borsteltafels om markering te voorkomen |
| Controlesysteem | Beheert parameters en automatisering | PLC-gebaseerd met HMI-touchscreen |
De frameconstructie moet bestand zijn tegen nivelleerkrachten die groter kunnen zijn 1000 ton bij zware toepassingen. Fabrikanten gebruiken doorgaans gelaste stalen frames met nauwkeurig bewerkte lagerhuizen om de uitlijning van de rollen onder belasting te behouden. De stijfheid van het frame heeft een directe invloed op de nivelleringsnauwkeurigheid, omdat doorbuiging variaties in de rolpenetratie over de materiaalbreedte veroorzaakt.
Industriële toepassingen
Automobielproductie
Automobielstempelfabrieken hebben uitzonderlijk platte stalen plano's nodig om kreuken, scheuren en maatfouten tijdens vormbewerkingen te voorkomen. Nivelleringsmachines verwerken hogesterktestaalsoorten tot 1500 MPa treksterkte voor carrosseriepanelen, structurele componenten en chassisonderdelen. De nivelleringsstap vindt doorgaans plaats na het snijden en vóór het stansen of stempelen.
Apparatenindustrie
Fabrikanten van koelkasten, wasmachines en HVAC-apparatuur gebruiken geëgaliseerde stalen en roestvrijstalen platen voor buitenpanelen en interne componenten. De vlakheidseisen variëren van ±1mm tot ±3mm per meter afhankelijk van de toepassing, waarbij cosmetische oppervlakken nauwere toleranties vereisen.
Metaalservicecentra
Servicecentra verwerken rollen van staalfabrieken tot vlakke platen voor distributie naar fabrikanten. Een typisch servicecentrum kan meerdere levellers bedienen die verschillende diktebereiken en materiaalsoorten verwerken 50-200 ton per dag afhankelijk van de capaciteit van de apparatuur en de vraag van de klant.
Lasersnijden en fabricage
Lasersnijsystemen vereisen extreem vlak materiaal om een consistente brandpuntsafstand en snijkwaliteit te behouden. Ongelijke vellen veroorzaken focusvariaties die taps toelopende randen en maatfouten veroorzaken. Fabrikanten die materiaal voor lasersnijden verwerken, specificeren vlakheidstoleranties van ±0,5 mm of beter om optimale snijprestaties te garanderen.
Procesparameters voor nivellering
Het bereiken van optimale nivelleringsresultaten vereist zorgvuldige controle van verschillende parameters die op elkaar inwerken om de uiteindelijke vlakheidskwaliteit te bepalen:
- Toegangspenetratie: Bepaalt de ernst van de initiële buiging, meestal ingesteld op 150-200% van de materiaaldikte voor het eerste rollenpaar
- Uitgangspenetratie: Regelt meestal het uiteindelijke rechttrekken 20-50% van de materiaaldikte voor het laatste rollenpaar
- Lijnsnelheid: De productiesnelheden variëren van 10-120 meter per minuut afhankelijk van materiaalspecificaties en vereiste vlakheid
- Reserveroldruk: Voorkomt doorbuiging van de werkrol en zorgt voor een consistente penetratie over de materiaalbreedte
- Temperatuuroverwegingen: Materiaaltemperatuur beïnvloedt vloeigrens; koud materiaal vereist hogere krachten dan materiaal bij 50-100°C
Operators ontwikkelen nivelleringsrecepten voor verschillende materiaalcombinaties en slaan parameters op in het besturingssysteem voor snelle wijzigingen in de opstelling. Een goed onderhouden leveller met geoptimaliseerde instellingen kan reproduceerbaarheid binnenin bereiken ±0,2 mm voor identieke materiaalbatches.
Veelvoorkomende defecten gecorrigeerd door waterpas stellen
Spoel ingesteld
Spoelset verwijst naar de kromming die behouden blijft bij het opwikkelen tot een spoel. De buitenste omhulling van een spoel heeft trekspanning, terwijl de binnenste omhulling drukspanning heeft, waardoor bij het afrollen een aanhoudende kromming ontstaat. Levelers passen afwisselende bochten toe die de vloeigrens overschrijden, waardoor het materiaal permanent rechtgetrokken wordt en dit geheugen geëlimineerd wordt.
Randgolf en centrale gesp
Deze defecten treden op wanneer de randen meer verlengen dan het midden (randgolf) of het midden langer wordt dan de randen (centrale knik) tijdens walsbewerkingen. De differentiële verlenging creëert drukspanningen die zich manifesteren als golving. Door nivellering worden deze spanningen opnieuw verdeeld door middel van gecontroleerde plastische vervorming, waardoor de plaat plat wordt.
Camber en boog
Camber (zijwaartse kromming) en boog (lengtekromming) zijn het gevolg van ongelijkmatige rolomstandigheden of koelsnelheden. Hoewel voor ernstige camber extra richtapparatuur nodig kan zijn, reageert een gematigde boog doorgaans goed op waterpas stellen. Machines met individuele hydraulische afstelling aan elke kant kunnen camber compenseren door drukverschil toe te passen.
Kruisboog en Twist
Kruisboog- (dwarskromming) en twistdefecten zijn moeilijker te corrigeren. Heavy-duty levellers met dicht bij elkaar geplaatste rollen kunnen kruisboog effectief aanpakken, terwijl twist vaak gespecialiseerde apparatuur vereist of kan wijzen op problemen in de stroomopwaartse verwerking die bij de bron moeten worden gecorrigeerd.
Onderhouds- en prestatieoverwegingen
Goed onderhoud zorgt voor een consistente nivelleringskwaliteit en verlengt de levensduur van de apparatuur. Kritische onderhoudsactiviteiten omvatten:
- Rolleninspectie: Werkrollen moeten elke keer worden geïnspecteerd 3-6 maanden op slijtage, putjes en oppervlakteschade. Kleine oppervlaktedefecten worden in de vorm van markeringen of krassen op het verwerkte materiaal overgedragen.
- Rolslijpen: Wanneer oppervlakteslijtage of schade aanzienlijk wordt, moeten de rollen worden geslepen om de juiste geometrie te herstellen. De meeste walsen kunnen nageslepen worden 3-5 keer voordat vervanging noodzakelijk wordt.
- Lageronderhoud: Rollagers vereisen regelmatige smering en controle op temperatuur en trillingen. Een defect aan de lagers veroorzaakt een verkeerde uitlijning van de rollen en slechte nivelleringsresultaten.
- Hydraulisch systeemservice: Regelmatige olieverversingen, filtervervangingen en afdichtingsinspecties voorkomen vervuiling en drukverliezen die de consistentie van het egaliseren beïnvloeden.
- Kalibratie: Periodieke verificatie van rolposities, druksensoren en meetsystemen zorgt ervoor dat het besturingssysteem nauwkeurige instellingen handhaaft.
Een uitgebreid preventief onderhoudsprogramma kan de levensduur van de leveller verlengen 20-30 jaar met behoud van de originele prestatiespecificaties. Faciliteiten die het onderhoud verwaarlozen, ervaren doorgaans een afnemende vlakheidskwaliteit, verhoogde rolslijtage en hogere bedrijfskosten als gevolg van ongeplande stilstand.
Selectiecriteria voor waterpasapparatuur
Bij het kiezen van de juiste leveller moeten verschillende factoren worden geëvalueerd die van invloed zijn op zowel de initiële investering als de bedrijfskosten op de lange termijn:
Materiaalspecificaties
Het diktebereik, de breedtecapaciteit en de materiaalsterkte bepalen de basisvereisten van de machine. Een faciliteit verwerking 0,5-6 mm koolstofstaal heeft andere apparatuur nodig dan één behandeling Roestvrijstalen platen van 10-50 mm . De vloeigrens van het materiaal heeft rechtstreeks invloed op de vereiste rolkrachten en back-upondersteuningssystemen.
Vereisten voor vlakheid
Veeleisende toepassingen ±0,5 mm vlakheid vereisen precisie-levellers met talrijke dicht bij elkaar geplaatste rollen en geavanceerde besturingssystemen. Minder kritische toepassingen accepteren ±2-3 mm vlakheid kunnen eenvoudigere, economischere ontwerpen gebruiken. De vlakheidseis drijft zowel de apparatuurkosten als de operationele complexiteit aan.
Productievolume
Bewerkingen met grote volumes rechtvaardigen investeringen in geautomatiseerde spoelbehandeling, snelwisselgereedschappen en snelle verwerkingsmogelijkheden. Facilitaire verwerking minder dan 500 ton per maand kan een betere economie bereiken met eenvoudigere apparatuur en handmatige installatieprocedures.
Integratievereisten
Levelers werken vaak binnen verwerkingslijnen naast decoilers, richtmachines, slitters en op maat gesneden scharen. De leveller moet overeenkomen met de lijnsnelheid en kan worden geïntegreerd met de stroomopwaartse en stroomafwaartse apparatuurbedieningen. Stand-alone levelers voor werkplaatstoepassingen hebben andere functies nodig dan inline productiesystemen.