JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Fabrikanten van hydraulische nivelleermachines
-


30-serie dunne plaat hydraulische servo-precisie nivelleringsmachine
-

40-serie robuuste hydraulische precisienivelleringsmachine
-
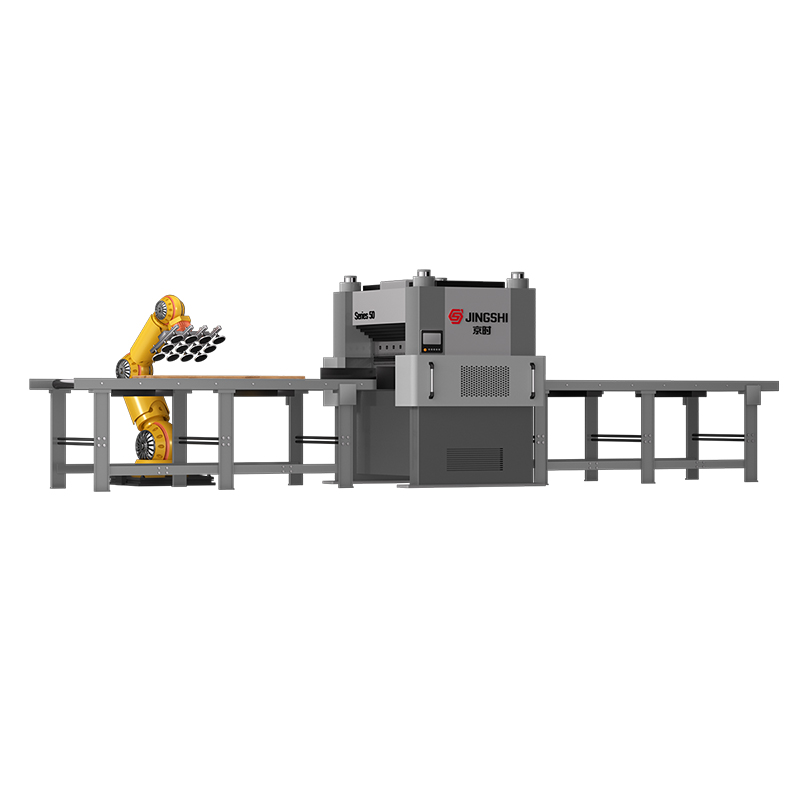
50-serie hydraulische, intelligente precisienivelleringsmachine met vier kolommen
-

60-serie dikke plaat hoogefficiënte hydraulische nivelleringsmachine
-

80-serie hydraulische ultra-precieze nivelleringsmachine voor zwaar gebruik
-

100-serie hydraulische precisienivelleringsmachine voor grote werkstukken
Hydraulische nivelleermachines gebruiken hydraulische aandrijving als belangrijkste krachtbron en zijn uitgerust met meerdere sets verspringende nivelleringsrollen (inclusief werkrollen, tussenrollen en steunrollen). Door de perskracht en het aantal buigcycli nauwkeurig te regelen, ondergaat de metalen plaat afwisselend "elastisch-plastische" vervorming, waardoor uiteindelijk de vooraf ingestelde vlakheidseisen worden bereikt. Deze gespecialiseerde apparatuur kan verschillende metalen materialen (aluminium, koper, staal, titaniumlegeringen, enz.) verwerken met diktes variërend van 0,1 mm (ultradunne koperfolie) tot 60 mm (dikke platen van speciale legeringen).
Over ons
Suzhou JingShi Intelligent Equipment Co., Ltd.
Opgericht in 2016 en gevestigd in Suzhou, China, is Suzhou JingShi Intelligent Equipment Co., Ltd. een geïntegreerde hightech onderneming die onderzoek, productie en handel combineert. Wij specialiseren ons in hydraulische precisienivelleermachines en intelligente productielijnsystemen, Op maat gemaakte precisie hydraulische nivelleermachine, toegewijd aan het leveren van hoogprecieze, hoogrenderende en hoogstabiele plaatwerkafwerkingsoplossingen aan wereldwijde fabrikanten.
Als Fabrikanten van hydraulische nivelleermachines en Leveranciers van precisienivelleermachines in China, wordt onze apparatuur veel gebruikt in auto-onderdelen, precisieplaatwerk, liftcomponenten, landbouwmachines, zaagbladen, precisiestansen, profielproductie en elektrische toepassingen. Door continue innovatie en technische excellentie is JingShi een vertrouwde partner geworden voor fabrikanten over de hele wereld.
Als Fabrikanten van hydraulische nivelleermachines en Leveranciers van precisienivelleermachines in China, wordt onze apparatuur veel gebruikt in auto-onderdelen, precisieplaatwerk, liftcomponenten, landbouwmachines, zaagbladen, precisiestansen, profielproductie en elektrische toepassingen. Door continue innovatie en technische excellentie is JingShi een vertrouwde partner geworden voor fabrikanten over de hele wereld.
Berichtfeedback
Eerbewijs



Blijf op de hoogte, inzichten & Innovatie van JingShi
-

 Industrie nieuws
Industrie nieuws
 2026.07.08
1. Inleiding tot paneelhefinrichtingen Elk jaar verliezen fabrikanten duizenden uren door langzame, handmatige paneelbediening. Eén enkele werknemer die tijdens een die...
2026.07.08
1. Inleiding tot paneelhefinrichtingen Elk jaar verliezen fabrikanten duizenden uren door langzame, handmatige paneelbediening. Eén enkele werknemer die tijdens een die... -
Industrie nieuws
2026.06.05
Waarom het nivelleren van plaatwerk belangrijk is: de verborgen kosten van niet-vlakke onderdelen Een 4x8 voetplaat van 14-gauge staal komt van de lasersnijder met een ...
-
Industrie nieuws
2026.05.11
Wat maakt een plaatnivelleerder tot "precisie"? Een standaard rollerleveller maakt metaal recht door het door een set offsetrollen te voeren - effectief voor algemene v...
-
Industrie nieuws
2026.05.07
Plak een zuignap op een glazen raam en hij blijft maanden zitten. Druk dezelfde beker tegen een ruwe houten plank en deze glijdt er binnen enkele seconden af. Het verschil zi...
Industriekennis
Hoe roldiameter en spoed het “verwerkbare venster” bepalen
Kopers concentreren zich vaak op het nominale diktebereik, maar de praktische grens wordt bepaald door de relatie tussen de roldiameter, de rolsteek (hartafstand) en de vloeigrens van het materiaal. Kleinere werkrollen en een kleinere spoed verhogen de buigfrequentie, waardoor kortegolfdefecten worden geëlimineerd; grotere diameters verhogen de belastbaarheid en verminderen het risico op oppervlaktemarkering op zachtere legeringen.
Waar u op moet letten bij het vergelijken van machineoffertes
- Diameter en spoed van de werkrol: kleiner/strakker verbetert doorgaans de kortegolfcorrectie, maar verhoogt de contactdruk.
- Methode voor het verstellen van de tussen-/steunrol: mechanisch versus hydraulisch ondersteund, heeft invloed op hoe goed de machine de kroonbediening onder belasting houdt.
- Framestijfheid en trekstangontwerp: stijfheid is een verborgen factor voor herhaalbaarheid bij de verwerking van hoogsterkte staal.
- Strategie voor oppervlaktebescherming: vraag voor aluminium/koper naar de rolafwerking en reinigingsvoorzieningen om opname te minimaliseren.
Als u uw typische legeringskwaliteiten en defectgolflengten deelt, we kunnen de rolconfiguratie vooraf afstemmen op uw echte defectspectrum in plaats van te vertrouwen op generieke labels voor “diktebereik”.
Vlakheid is niet één maatstaf: specificeer wat u gaat meten en hoe
‘Plat’ kan verschillende dingen betekenen, afhankelijk van of uw stroomafwaartse proces stempelen, lasersnijden of precisieassemblage is. In de inkoopspecificaties moeten de meetmethode (liniaal, optisch, spanningsniveaureferentie, CMM-bemonstering), de bemonsteringslengte en het defecttype dat u controleert (randgolf, centrale gesp, spoelset, kruisboog) worden gedefinieerd.
| Specificatie-element | Waarom het ertoe doet | Praktisch voorbeeld |
|---|---|---|
| Bemonsteringslengte / raster | Korte bemonstering verbergt langegolfdefecten; lange bemonstering verbergt kortegolfrimpelingen. | Meet meer dan 1 m voor plaat; strakker raster voor precisieplaat. |
| Fouttypenaamgeving | Verschillende defecten vereisen een verschillende rol-/pitchstrategie. | Randgolf versus centrale gesp hebben een andere krooncontrole nodig. |
| Spanningstoestand | Materiaal kan er onder spanning vlakker uitzien dan in vrije toestand. | Definieer de vlakheid in vrije toestand na het lossen. |
| Temperatuur / smeertoestand | Thermische groei en smering veranderen wrijving en terugvering. | Controleer bij stabiele lijntemperatuur op herhaalbaarheid. |
Voor zeer nauwkeurige kopers is het van cruciaal belang om de acceptatietests af te stemmen op uw werkelijke downstream-gevoeligheid; het beste nivelleringsresultaat is het resultaat dat u consistent kunt verifiëren .
Drukkracht versus buigcycli: hoe vermijd je “vandaag plat, morgen kromgetrokken”
Hydraulische levellers bereiken vlakheid via afwisselende elastisch-plastische vervorming. Twee hefbomen domineren: (1) de drukkrachtverdeling over het rollenstel en (2) het aantal effectieve buigcycli. Een te grote kracht om “vlakheid te forceren” kan restspanning opslaan en tot latere vervorming leiden na snijden, lassen of warmte-inbreng.
Constructieve inkoopbegeleiding
- Vraag naar gedemonstreerde instellingenvensters: niet één recept, maar het stabiele bereik van kracht en penetratie dat vlakheid vasthoudt.
- Controleer de “stabiliteit na het proces”: knip coupons en controleer de vlakheid opnieuw na het snijden/lasersnijden om restspanningsproblemen bloot te leggen.
- Bevestig ondersteuning in meerdere zones: tussen-/steunrollen moeten helpen de belasting te verdelen en lokaal overbuigen te verminderen.
In onze inbedrijfstellingspraktijk vertrouwen de meest herhaalbare programma's matige penetratie met voldoende buigcycli , niet maximale kracht.
De hydraulische regeling met gesloten lus is de echte onderscheidende factor op het gebied van herhaalbaarheid
De hydraulische aandrijving is krachtig, maar wat kopers moeten beoordelen is de besturingsarchitectuur: drukregeling alleen is niet hetzelfde als kracht-/positieregeling met gesloten lus op de nivelleringspunten. Drift, olietemperatuur en kleprespons hebben meer invloed op de dagelijkse consistentie dan op het nominale tonnage.
Vragen die de kwaliteit van een offerteaanvraag aan het licht brengen
- Regelt het systeem de rolopening/penetratie (positie), cilinderkracht of alleen de hydraulische druk?
- Hoe wordt de olietemperatuur beheerd en gecompenseerd (koeling, viscositeitsbewuste afstemming, opwarmroutines)?
- Welke sensoren worden gebruikt (druktransducers, lineaire schalen, loadcellen) en hoe worden ze gekalibreerd?
- Is er sprake van receptuurbeheer met materiaalgebonden parameters voor snelle omschakelingen?
Voor bulkproductie is herhaalbaarheid de winsthefboom: stabiele controle vermindert herbewerking en downstream-onderbrekingen . Dit is precies waar wij onze hydraulische precisienivelleringsoplossingen op richten.
Wanneer “breed” harder is dan “dik”: krooncontrole en onderdrukking van randgolven
Brede platen worden vaak niet geaccepteerd vanwege randgolf of centrale knik veroorzaakt door niet-uniforme spanning over de breedte. Dit gaat minder over de totale kracht en meer over hoe de machine onder belasting consistent over de breedte blijft buigen. Om deze reden bestaan er tussen- en steunrollen: om werkrollen te stabiliseren en het kroongedrag te beheersen.
Wat te valideren voor brede materiaalprogramma's
- Breedte-dikteverhouding: hoge verhoudingen vergroten de kroongevoeligheid en vereisen een sterkere steunrolstrategie.
- Ondersteuning van rolzonering: meer granulariteit van de aanpassingen verbetert de correctie van gelokaliseerde randproblemen.
- Framedoorbuiging onder belasting: vraag naar doorbuigingsgegevens bij uw beoogde doorvoer en materiaalsterkte.
Een praktische afhaalmaaltijd: het specificeren van alleen de dikte is onvoldoende indicatie voor succes op brede vellen ; neem de breedte, vloeigrens en het type defect op in de aankoopspecificatie.
Materiaalspecifieke afstemming: aluminium, koperfolie, hoogwaardig staal en titaniumlegeringen
Een enkele precisie hydraulische nivelleringsmachines kan veel legeringen verwerken, maar grootkopers profiteren van het plannen van procesvensters per materiaalfamilie. Verschillen in vloeigedrag, terugvering en oppervlaktegevoeligheid zijn rechtstreeks van invloed op de rolkeuze, smering en reinheidseisen. Hydraulische levellers kunnen extreme bereiken bestrijken: 0,1 mm tot 60 mm – maar de operationele praktijken mogen niet als onderling uitwisselbaar worden behandeld.
Praktische stemsignalen per materiaalfamilie
- Aluminium: geef prioriteit aan oppervlaktebescherming en stabiele wrijving; vermijd oppakken met gedisciplineerde reiniging en gecontroleerde contactdruk.
- Koperfolie / ultradun: focus op rolafwerking, spanningsbehandeling en trillingscontrole; kleine verstoringen kunnen doordringen.
- Hoogsterkte staal: framestijfheid en steunrolstrategie domineren; bevestig dat de machine de instellingen behoudt onder langdurige belasting.
- Titaniumlegeringen: verwacht een hogere terugvering; vertrouw op meercyclisch buigen en consistente temperatuurregeling voor herhaalbaarheid.
Wanneer we programma's bouwen voor installaties met gemengd materiaal, raden we aan om deze te definiëren materiaalgebonden recepten om de omschakeling voorspelbaar te houden.
RFQ-gegevens die onder- en overspecificatie voorkomen (en de inbedrijfstelling verkorten)
Het risico van bulkinkoop komt meestal voort uit een ontbrekende procescontext: leveranciers zullen een machine 'voor de zekerheid' te groot maken, of juist te klein maken op basis van de dikte alleen. Een beknopt gegevenspakket maakt een nauwkeurige selectie mogelijk en verkort de inbedrijfstellingstijd.
| Categorie | Wat te bieden | Waarom leveranciers het nodig hebben |
|---|---|---|
| Materiaaldefinitie | Legering/kwaliteit, vloeigrensbereik, hardheid (indien beschikbaar) | Bepaalt de terugvering en de benodigde buigenergie |
| Geometrie | Diktebereik, breedtebereik, lengte, rol-/plaatvorm | Heeft invloed op de keuze van de rolsteek en de kroon-/steunstrategie |
| Defect profiel | Randgolf/middengesp/kruisboog/spoelset; defectgolflengte, indien bekend | Stemt de rolconfiguratie af op het daadwerkelijke vlakheidsprobleem |
| Doelresultaat | Vlakheid metrische meetmethode acceptatiebemonstering | Voorkomt geschillen over de inbedrijfstelling en niet-overeenkomende verwachtingen |
| Doorvoer | Lijnsnelheid, takttijd, batchgrootte, omschakelfrequentie | Bepaalt het automatiseringsniveau, de hydraulische respons, de receptverwerking |
| Stroomafwaartse beperkingen | Snij-/las-/persstappen zorgden voor restspanningsrisico | Leidt de ‘force vs cycli’-strategie voor stabiele onderdelen |
Een compleet offerteaanvraaggegevenspakket is vaak de snelste manier om de totale projectkosten te verlagen – niet door de goedkoopste machine te kiezen, maar door verkeerde aanpassingen en herbewerking te vermijden.
Onderhoud dat de precisie beschermt: zuivere olie, rolslijtage en kalibratiediscipline
Precisienivellering is gevoelig voor kleine veranderingen in wrijving, rolgeometrie en hydraulisch reactievermogen. Veel “mysterieuze vlakheidsproblemen” zijn terug te voeren op olieverontreiniging, geleidelijke rolslijtage of afwijkende meetreferenties in plaats van op het nivelleringsconcept zelf.
Preventieve praktijken die de nauwkeurigheid behouden
- Beheer van oliereinheid: filtratie en bemonstering verminderen het vastzitten van kleppen en krachtinstabiliteit.
- Walsinspectie: controleer oppervlakteopname, micro-pitting en diameterveranderingen die de effectieve penetratie beïnvloeden.
- Sensorkalibratie: druk-/positiefeedback is slechts zo betrouwbaar als de kalibratieroutine.
- Reinigingsdiscipline voor non-ferro: voorkomt dat ingebedde deeltjes defecten in de plaat afdrukken.
| Interval | Focusitem | Waarom het ertoe doet |
|---|---|---|
| Per dienst | Rollenreiniging en visuele oppervlaktecontrole | Voorkomt oppakgerelateerde markering en wrijvingsdrift |
| Wekelijks | Beoordeling van hydraulische lekkage/temperatuur; filterverschildruk | Stabiliseert de controlereactie en vermindert het besmettingsrisico |
| Maandelijks | Oliebemonstering; sensorgezondheidscontroles | Detecteert vroege drift voordat het schroot wordt |
| Driemaandelijks | Verificatie van de rolgeometrie; uitlijning inspectie | Beschermt de herhaalbaarheid bij gebruik van grote volumes |
Vanuit het standpunt van een koper, onderhoud maakt deel uit van uw vlakheidsvermogen ; het moet worden gepland naast reserveonderdelen en training.
Integratie van een precisieleveller in een intelligente productielijn
Voor bulkproductie staat de leveller zelden op zichzelf. De beste ROI ontstaat wanneer het waterpasprogramma, materiaaltracering en stroomafwaartse apparatuur (decoiler, feeder, schaar, stapelen, inspectie) gegevens delen. Dit is waar intelligente lijnsystemen de variabiliteit en de afhankelijkheid van de operator verminderen.
Integratiedetails die kopers moeten opgeven
- Receptoverdracht: materiaal-ID activeert automatisch waterpasparameters om de insteltijd te verkorten.
- Stroomopwaartse spanningsstabiliteit: controle van decoiler/feeder heeft invloed op de schijnbare vlakheid en herhaalbaarheid.
- Stroomafwaartse inspectielus: koppel de feedback van vlakheidsmetingen aan programmaverfijning (waar van toepassing).
- Datalogging: sla belangrijke parameters op (kracht/positie, snelheid, temperatuur) om defecten op te sporen en uitval te verminderen.
Als geïntegreerde fabrikant van precisie hydraulische nivelleringsmachines en lijnsystemen, we ontwerpen de interfaces zodat uw doorvoerwinst reëel is en niet theoretisch .
Oppervlakte-integriteit is belangrijk: voorkom rolsporen, pick-up en microkrassen
Grote kopers van auto-onderdelen, liftcomponenten en precisieplaatwerkafwerking wijzen vaak materiaal af, niet vanwege de vlakheid, maar vanwege oppervlaktedefecten die tijdens het egaliseren zijn ontstaan. De hoofdoorzaken zijn meestal verontreiniging (ingebedde deeltjes), onvoldoende schoonmaakdiscipline, onjuiste staat van het roloppervlak of overmatige plaatselijke contactdruk.
Praktische bedieningselementen die oppervlaktegerelateerd afval verminderen
- Definieer de toegestane oppervlakteruwheid en afwerkingsdoelen voor werkwalsen voor uw gevoelige legeringen.
- Implementeer gefaseerde reiniging: stroomopwaartse veeg/borstel periodieke reiniging van de rollen om ophoping van ophopingen te voorkomen.
- Controle van de contactdruk: geef de voorkeur aan instellingen die vlakheid bereiken zonder “overmatige penetratie” wanneer het oppervlak van cruciaal belang is.
- Plan voor non-ferro-behandeling: aluminium en koper vereisen een strengere verontreinigingscontrole dan algemeen staalwerk.
Neem bij acceptatietests zowel vlakheids- als oppervlaktecriteria op, zodat de lijn wordt gevalideerd bruikbare onderdelen, niet alleen “platte platen” .
Neem contact op
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Copyright © 2025 door Suzhou JingShi Intelligent Equipment Co., Ltd. Alle rechten voorbehouden. Leveranciers van precisienivelleermachines
