JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Wat maakt een plaatnivelleerder tot "precisie"?
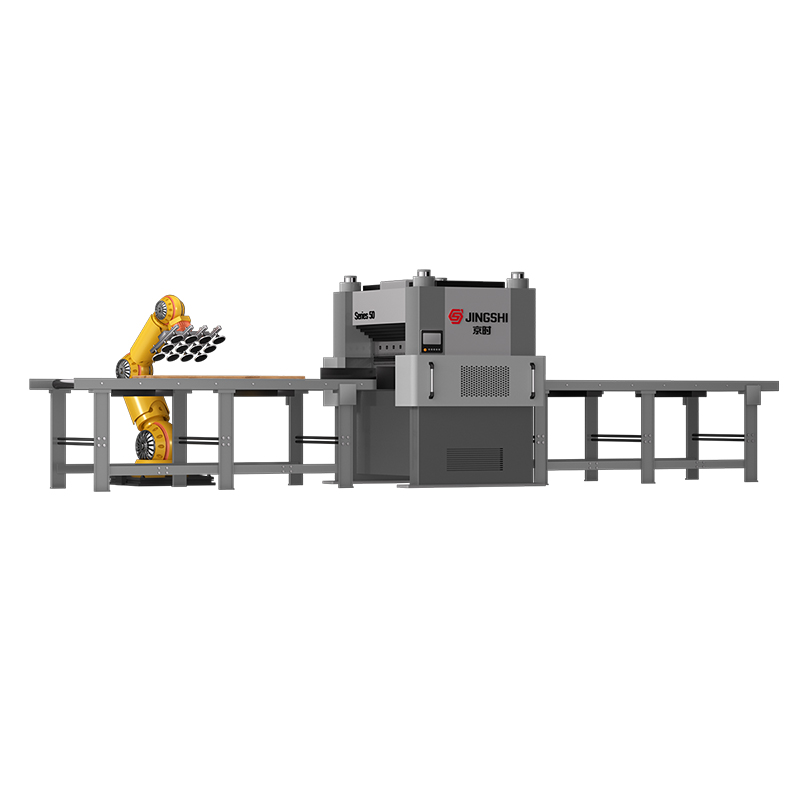
Een standaard rollerleveller maakt metaal recht door het door een set offsetrollen te voeren - effectief voor algemene vlakheid, maar niet gebouwd voor nauwe toleranties. EEN precisie plaat leveller gaat een aantal stappen verder. Het past gecontroleerde, afwisselende buigkrachten toe over de volledige breedte en lengte van de plaat, waardoor de restspanning geleidelijk wordt verminderd totdat het materiaal in een werkelijk vlakke toestand naar buiten komt - niet alleen visueel vlak, maar ook dimensionaal stabiel.
Het onderscheid is van belang omdat stroomafwaartse processen meedogenloos zijn. Lasersnijden, CNC-frezen en precisiestansen zijn allemaal afhankelijk van een plaat die vlak blijft nadat deze de leveller verlaat. Een machine die tijdens de verwerking alleen de vlakheid benadert, maar opgeslagen spanningen vrijgeeft wanneer het materiaal wordt gesneden of gelast, zorgt voor compoundproblemen op de productievloer. Voor een bredere blik op hoe nivelleringsmachines worden geclassificeerd en wat ze doen, zie dit complete gids voor waterpasmachines en hoe ze werken .
Industrienormen voor vlakheid – meestal ASTM A6 voor koolstofstaal en ASTM A480 voor roestvrij staal – bepalen hoeveel afwijking van een vlak vlak toegestaan is over een bepaalde lengte. Precisie-levelers zijn ontworpen om consequent aan deze toleranties te voldoen of deze te overschrijden, waardoor vaak strakkere resultaten worden bereikt dan wat in een fabriek geproduceerde plaat kan garanderen. Voor achtergrondinformatie over wat deze toleranties in de praktijk betekenen: deze uitsplitsing van de vlakheidsnormen en nivelleringsmethoden van staal biedt een nuttig referentiepunt.
Veelvoorkomende plaatvervormingen die de noodzaak van nauwkeurig nivelleren vergroten
Metalen plaat komt zelden perfect vlak aan. De vervorming die ontstaat tijdens het walsen, warmtebehandeling, lasersnijden of zelfs transport is een structurele realiteit – en elk type vereist een andere nivelleringsreactie.
- Rand golf — De randen van de plaat zijn langer dan het midden, waardoor een golvende omtrek ontstaat. Vaak voorkomend bij materiaal dat met brede spoelen is verwerkt, waarbij de randspanning ongelijk verdeeld was.
- Centrale gesp — De tegenovergestelde voorwaarde: het midden is langer dan de randen, waardoor de plaat gaat bollen of borrelen. Vaak gezien na warmwalsen of vlamsnijden.
- Longitudinale boog — De plaat buigt over de lengte heen, als een zachte boog van begin tot eind. Restspanning door afschrikken of ongelijkmatige koeling is de gebruikelijke oorzaak.
- Kruisboog — Kromming die over de breedte van de plaat loopt in plaats van over de lengte ervan. Vaak gekoppeld aan asymmetrisch walsen of gloeien.
- Draai — Een torsievervorming waarbij diagonale hoeken van de plaat loskomen van een vlak referentieoppervlak. Een van de moeilijkste vormen van vervorming om te corrigeren.
Laser- en plasmasnijden introduceren hun eigen vervorming: plaatselijke hitte vervormt het gebied rond het snijpad, waardoor spanningen vrijkomen die tijdens het walsen vastzaten. Daarom is nauwkeurig nivelleren vaak vereist, zowel voor als na het snijden. Voor een gestructureerd overzicht van de methoden die worden gebruikt om elk type vervorming aan te pakken, zie dit volledige analyse van methoden voor het nivelleren van plaatwerk . Je kunt ook het bredere onderwerp verkennen tolerantienormen voor de vlakheid van plaatwerk om te begrijpen waar de benchmarks vandaan komen.
Belangrijke technische specificaties om te evalueren
Precisieplaatlevellers alleen op prijs vergelijken is een sluiproute naar de verkeerde machine. Onderstaande specificaties bepalen of een bepaalde leveller daadwerkelijk de vlakheid kan leveren die uw proces vereist.
- Diameter van de rol — Kleinere rollen passen kleinere buigradii toe, wat essentieel is voor dunne of zeer sterke materialen. Grotere rollen zijn beter geschikt voor dikke platen waar kleinere rollen onder belasting zouden doorbuigen. Een discrepantie tussen de roldiameter en de plaatdikte is een van de meest voorkomende oorzaken van slechte egalisatieresultaten.
- Aantal werkende rollen — Meer rollen betekenen meer afwisselende buigcycli per doorgang, wat een fijnere spanningsverlichting mogelijk maakt zonder overmatig buigen. Bij toepassingen met hoge precisie worden doorgaans machines met 17 tot 23 rollen of meer gebruikt.
- Nauwkeurigheid van de controle van de rolspleet — De spleet tussen de bovenste en onderste wals moet tot op een fractie van een millimeter instelbaar zijn en over de volledige werkbreedte constant gehouden worden. Machines met CNC-gestuurde regeling en realtime positiefeedback van verplaatsingssensoren behouden deze precisie op betrouwbare wijze; handmatig aangepaste machines kunnen dat niet.
- Configuratie van back-uprollen — Precisie-levellers maken gebruik van dicht op elkaar geplaatste steunrollen achter de werkrollen om doorbuiging onder belasting te voorkomen. Zonder adequate ondersteuning zullen de rollen zelf buigen en zal de vlakheid over brede platen inconsistent zijn.
- Materiaal en hardheid van de rol — Werkrollen gemaakt van hoogwaardig gelegeerd staal, gehard tot HRc 58–63 en vlakgeslepen, behouden hun geometrie tijdens lange productieruns. Zachtere rollen slijten ongelijkmatig en zorgen in de loop van de tijd voor vlakheidsvariaties.
- Werkbreedte en maximale plaatdikte — Deze definiëren het procesbereik van de machine en moeten worden afgestemd op zowel de huidige als de verwachte toekomstige eisen, inclusief de veiligheidsmarge.
Hydraulische versus servoaangedreven precisielevellers
Twee aandrijfarchitecturen domineren de markt voor precisienivellering. Als u begrijpt hoe ze verschillen, kunt u duidelijk maken welke de juiste is voor een bepaalde productieomgeving.
| Functie | Hydraulische precisie-leveller | Servoaangedreven precisie-leveller |
|---|---|---|
| Gap Control-methode | Hydraulische cilinder met feedback van de positiesensor | Servomotor-turbineversnellingsbak, CNC-gesloten lus |
| Positioneringsnauwkeurigheid | Hoog — typisch bereik van ±0,01 mm | Zeer hoog — real-time correctie, constant tijdens bedrijf |
| Beste voor | Dikke plaat, zware structurele toepassingen | Dunne tot middelgrote plaat, productie met een hoge mix, strakke vlakheidsspecificaties |
| Onderhoudsprofiel | Hydraulische afdichtingen en vloeistofbeheer vereist | Lager vloeistofonderhoud; servoaandrijvingen vereisen kalibratie |
| Automatiseringscompatibiliteit | Goed — kan worden geïntegreerd met PLC-gestuurde lijnen | Uitstekend: native CNC-integratie, geschikt voor datalogging |
Hydraulische systemen blinken uit waar ruwe nivelleringskracht de primaire vereiste is: dikke structurele platen in zware fabricage- of scheepsbouwomgevingen. Servoaangedreven systemen hebben de voorkeur wanneer de productiemix vaak verandert, de vlakheidstoleranties krapper zijn of waar de traceerbaarheid van gegevens voor kwaliteitssystemen nodig is. Voor een nadere blik op de ontwikkeling van intelligente hydraulische nivelleringstechnologie kunt u dit artikel raadplegen doorbraken in dual-core technologie op het gebied van intelligente hydraulische nivellering . De volledige productlijn hydraulische precisienivelleringsmachines omvat een reeks configuraties die geschikt zijn voor verschillende plaatdiktes en outputvereisten.
Materiaal- en diktecompatibiliteit
Niet alle precisieplaatnivelleerders kunnen elk materiaal even goed verwerken. Het elastische herstelgedrag van een materiaal – hoeveel het terugveert na het buigen – heeft rechtstreeks invloed op hoe de machine moet worden opgesteld en of een bepaalde rolconfiguratie de beoogde vlakheid kan bereiken.
- Koolstofstaal — Relatief voorspelbaar terugveringsgedrag. Standaard precisielevellers kunnen het volledige diktebereik aan, van dunne plaat tot zware plaat, waarbij de machineselectie voornamelijk wordt bepaald door de maximale dikte en werkbreedte.
- Hoogsterkte staal (HSLA, AR-plaat) — Een hogere vloeigrens betekent aanzienlijk meer terugvering. Er zijn machines met dikkere rollen en hogere kracht vereist. Als u probeert een plaat met hoge sterkte waterpas te zetten op een machine die geschikt is voor zacht staal, zal dit resulteren in een onvolledige correctie en mogelijke schade aan de rol.
- Roestvrij staal — Het werk verhardt tijdens het egaliseren, waardoor de terugvering verandert naarmate de pas vordert. Austenitische kwaliteiten (304, 316) zijn beheersbaar; duplex- en martensitische soorten vereisen machines met een hogere krachtcapaciteit en een fijnere spleetcontrole.
- Aluminium — Zachter en krasgevoeliger dan staal. Precisie-levellers voor aluminium maken doorgaans gebruik van gepolijste roloppervlakken en kunnen speciale rolconfiguraties bevatten om markering op het oppervlak te voorkomen. Grootformaat aluminium plaat is gebruikelijk in lucht- en ruimtevaart- en maritieme toepassingen.
- Koper en messing — Nodulair maar gevoelig voor oppervlakteschade door agressief buigen. Lagere nivelleringskrachten en zorgvuldig gecontroleerde rolafstanden zijn vereist.
Voor dunne plaattoepassingen tot 0,3 mm is een machine als de Servo-precisie-nivelleringsmachine uit de 30-serie biedt de benodigde fijne spleetcontrole en rolconfiguratie. Voor zware platen tot 80 mm en groter is de 80-serie ultra-precieze waterpasoplossing voor zwaar gebruik is ontworpen voor de krachtvereisten en thermische stabiliteit die deze diktes vereisen.
Industrietoepassingen waarbij precisie het belangrijkst is
Nauwkeurig nivelleren is niet overal vereist, maar in bepaalde industrieën is een niet-vlakke plaat geen cosmetisch probleem. Het is een procesfout.
- Laser- en plasmasnijden — Plaat die niet vlak is bij de snijkop veroorzaakt een inconsistente focusafstand, wat leidt tot inbranding van de randen, onvolledige sneden en maatonnauwkeurigheden in afgewerkte onderdelen. De meeste lasersnijapparatuur specificeert een vlakheidstolerantie voor binnenkomend materiaal waaraan standaard freesplaten niet consistent kunnen voldoen.
- Auto-stempelen — Progressief matrijsgereedschap werkt met extreem kleine spelingen. Binnenkomende plano's die afwijken van de vlakheid veroorzaken matrijzenlijtage, het afkeuren van onderdelen en uitvaltijd voor het afstellen van het gereedschap.
- Lucht- en ruimtevaartcomponenten — Aluminium- en titaniumplaten die worden gebruikt in structurele onderdelen van casco's moeten voldoen aan vlakheidsspecificaties die een orde van grootte strakker zijn dan de algemene commerciële toleranties.
- Precisie matrijzen- en gereedschapmakerij — Matrijsbodems en matrijsplaten worden op alle vlakken met nauwe toleranties bewerkt. Een kromgetrokken startplaat verspilt bewerkingstijd en veroorzaakt thermische spanning tijdens de warmtebehandeling.
- Elektronische behuizingen en precisieplaatwerkproductie — Panelen die na montage vlak moeten aansluiten, hebben geen tolerantiemarge voor doorbuigen of oplichten van de randen.
- Scheepsbouw en zware structurele fabricage — Grote structurele platen moeten voldoen aan de vlakheidseisen voor een nauwkeurige pasvorm tijdens het assemblagelassen. Zelfs kleine afwijkingen in platen van groot formaat veroorzaken cumulatieve uitlijningsproblemen over een rompsectie of structureel frame.
Hoe u de juiste precisieplaatleveller kiest
Een gestructureerd selectieproces vermijdt de twee meest voorkomende fouten: een machine te veel specificeren die verder gaat dan wat de toepassing feitelijk nodig heeft, of een machine te weinig specificeren die onder productieomstandigheden niet consistent de beoogde vlakheid kan bereiken.
- Definieer uw plaatdiktebereik. Deze enkele parameter elimineert de meeste opties onmiddellijk. Specificeer zowel de minimale als de maximale dikte die u moet verwerken, inclusief de materialen die u in de komende drie tot vijf jaar verwacht te gebruiken, en niet alleen de huidige productiemix.
- Identificeer uw materialen. Maak een lijst van elk materiaaltype en elke kwaliteit die u wilt nivelleren. Hoge sterkte of hardende legeringen vereisen machines met een hogere krachtcapaciteit en een meer geavanceerde spleetcontrole dan zacht staal van dezelfde dikte.
- Stel uw vlakheidsdoel in. Vertaal uw stroomafwaartse procesvereisten (lasersnijden, frezen, stansen) naar een specifieke vlakheidsspecificatie. Dit wordt de prestatiebenchmark waaraan de machine moet voldoen, en niet een ambitie.
- Bepaal de werkbreedte. Zorg ervoor dat de maximale plaatbreedte die u verwerkt, overeenkomt met de werkbreedte van de machine, met voldoende marge zodat de nivelleringsprestaties van rand tot rand niet in het gedrang komen.
- Kies de schijfarchitectuur. Als uw productie wordt gedomineerd door dikke structurele platen met consistente diktes, bieden hydraulische systemen uitstekende kracht en betrouwbaarheid. Als u een high-mix-bedrijf uitvoert met frequente wisselingen tussen verschillende diktes en materialen, verkorten servogestuurde CNC-systemen de insteltijd en verbeteren de herhaalbaarheid.
- Evalueer de integratievereisten. Moet de leveller rechtstreeks in een geautomatiseerde snij- of stanslijn worden ingevoerd? Vereisten voor datalogging en diagnose op afstand? Deze definiëren de specificatie van het besturingssysteem.
- Vraag een waterpasproef aan. Voor hoogwaardige toepassingen zullen gerenommeerde fabrikanten de monsterplaat door de voorgestelde machine laten lopen en gedocumenteerde vlakheidsmetingen verstrekken voordat ze tot aankoop overgaan.
Voor verdere richtlijnen over hoe u een machineconsultatie aanpakt en welke technische informatie u moet voorbereiden, raadpleegt u deze informatiebron op wat u moet voorbereiden bij advies over waterpasmachines .