JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Wat betekent "plaatmetaal plat" eigenlijk?
Als ingenieurs zeggen dat een stuk metaal 'plat' is, bedoelen ze niet een vage visuele indruk. Bij de productie is vlakheid een nauwkeurige geometrische eigenschap: het beschrijft hoe nauw het oppervlak van een plaat overeenkomt met een perfect vlak. Elke afwijking van dat ideale vlak, of deze zich nu manifesteert als buiging, kromtrekken, randgolven of centrale knikken, is een meetbare vlakheidsfout.
Deze afwijkingen treden om voorspelbare redenen op. Tijdens het walsen, afkoelen, snijden of warmtebehandeling worden interne spanningen in het metaal geïntroduceerd. Wanneer deze spanningen ongelijkmatig zijn, vervormt de plaat. Het resultaat is een oppervlak dat ongelijkmatig op een vlakke tafel ligt, met hoge punten die wegkomen van het referentievlak.
Vlakheidstolerantie definieert de maximaal toegestane afstand tussen het werkelijke oppervlak en een perfect referentievlak. Een plaat met een vlakheidstolerantie van ¼ inch (6,35 mm) mag over de gemeten lengte niet meer afwijken dan die hoeveelheid. Alles boven deze drempel valt buiten de specificatie en kan problemen veroorzaken bij de verdere fabricage.
Het begrijpen van vlakheidstolerantie is geen abstracte oefening. Het heeft rechtstreeks invloed op de vraag of uw onderdelen netjes worden lasergesneden, zonder vervorming worden gelast of correct worden gemonteerd. Daarom bestaan er industriestandaarden om aanvaardbare limieten te definiëren.
Hoe vlakheidstolerantie wordt gemeten
In de industrie worden twee primaire meetmethoden gebruikt, elk geschikt voor verschillende productvormen.
De platte tafelmethode wordt gebruikt voor plaatproducten. De plaat wordt op een gecertificeerd vlak oppervlak gelegd met de eventuele boog naar boven gericht. Vervolgens wordt een liniaal of meetinstrument gebruikt om het hoogste punt van het vel boven de tafel te vinden. De vlakheidsafwijking is gelijk aan de gemeten spleet minus de materiaaldikte. Deze methode is eenvoudig en er wordt naar verwezen in ASTM A480 voor op rollen genivelleerde platen.
De 36-inch regelmethode is de standaardaanpak voor plaatproducten. Een liniaal van 36 inch (914 mm) wordt op de concave zijde van de plaat geplaatst, waarbij beide uiteinden het oppervlak raken. De opening die ontstaat tussen de regel en de plaat op het breedste punt is de vlakheidsafwijking. ASTM A480 specificeert deze procedure voor platen geproduceerd volgens A240.
De meeste gepubliceerde vlakheidstolerantietabellen maken onderscheid tussen twee kwaliteitsniveaus:
- Commerciële kwaliteit — het geleverde standaardniveau, tenzij anders aangegeven; voldoet aan de minimale functionele eisen voor algemene fabricage.
- Superieure (precisie)kwaliteit — nauwere toleranties die worden bereikt door het nivelleren van rollen of het nivelleren van spanningen; vereist voor lasersnijden, CNC-bewerkingen en assemblages met nauwe toleranties.
Meetregels variëren ook per onderdeelgrootte. Voor platen kleiner dan 36 inch in beide afmetingen mag de vlakheidsafwijking in geen enkele richting groter zijn dan ¼ inch. Voor onderdelen met een lengte tussen 36 en 72 inch bedraagt de toegestane afwijking doorgaans 75% van de tolerantie die is gespecificeerd voor een volledige plaat van 3 meter met dezelfde breedte.
Belangrijke industrienormen voor vlakheidstolerantie
Er zijn verschillende internationale normen die de vlakheid van plaatwerk bepalen. Het is essentieel om te weten welke van toepassing is op uw materiaal en toepassing om correct te kunnen specificeren en verkrijgen.
ASTM A480 is de meest gebruikte norm in Noord-Amerika voor platgewalst roestvrij staal en hittebestendige gelegeerde platen, platen en strippen. Het definieert vlakheidslimieten op basis van breedte, dikte en temperatuur, en maakt onderscheid tussen plaatproducten (op rol genivelleerd) en plaatproducten (warmgewalst). Voor hogesterktekwaliteiten met een minimumopbrengst boven 35 KSI – zoals duplex 2205 of superduplex 2507 – worden de standaardtolerantiewaarden vermenigvuldigd met 1,5, wat de grotere terugvering van deze legeringen weerspiegelt.
AMS 2242 omvat vlakheid en gerelateerde maattoleranties voor plaatwerktoepassingen in de lucht- en ruimtevaart. Toleranties onder AMS 2242 zijn over het algemeen strenger dan commerciële specificaties en zijn van toepassing op platen van aluminium, titanium en hoogwaardige legeringen die worden gebruikt in vliegtuigconstructies.
ISO9013 en gerelateerde ISO-normen regelen de vlakheid en oppervlaktekwaliteit voor thermisch gesneden onderdelen in Europa EN 10029 richt zich op toleranties voor warmgewalste staalplaten, inclusief vlakheid. Dit zijn de belangrijkste referenties voor fabrikanten die onder Europese normen opereren.
Eén belangrijk onderscheid dat al deze normen gemeen hebben: ze zijn van toepassing fabriek geproduceerde producten in volledige vorm. Zodra een plaat of plaat in kleinere stukken is gesneden, is blootgesteld aan lashitte of machinaal is bewerkt, zijn de oorspronkelijke freestoleranties niet langer juridisch van toepassing – hoewel gerenommeerde leveranciers en fabrikanten nog steeds proberen deze waar mogelijk vast te houden.
Ook het productieproces is van belang. Koudgewalste plaat bereikt over het algemeen een strakkere vlakheid dan warmgewalste plaat omdat deze bij lagere temperaturen een meer gecontroleerde vervorming ondergaat. Warmgewalste plaat daarentegen is onderhevig aan ongelijkmatige koeling wanneer deze de walserij verlaat, wat restspanningen en vervorming met zich meebrengt. Gloeien voegt verdere beweging toe. Om warmgewalste plaat binnen aanvaardbare grenzen te brengen is vaak platmaakapparatuur nodig.
Vlakheidstolerantie per materiaal: een vergelijking
Verschillende metalen gedragen zich anders onder walsen en afkoelen. Daarom variëren de vlakheidstoleranties per materiaal. De onderstaande tabel geeft een overzicht van typische vlakheidstoleranties van commerciële kwaliteit voor gewone plaatmaterialen bij standaardbreedtes en -diktes.
| Materiaal | Toepasselijke norm | Maximale afwijking (commercieel) | Opmerkingen |
|---|---|---|---|
| Koolstofstaalplaat (koudgewalst) | ASTM A568 | ¼" – ½" (6–13 mm) | Varieert per breedte; strakker voor smallere vellen |
| Koolstofstalen plaat (warmgewalst) | ASTM A6 | Tot ¾" (19 mm) voor brede platen | Breedte en dikte hebben een sterke invloed op de grenzen |
| Roestvrij stalen plaat (300-serie) | ASTM A480 | ½" (12,7 mm) voor ≤60" breed | Gemeten met de vlakke tafelmethode op een op een spoel genivelleerd product |
| Roestvrij stalen plaat (duplex) | ASTM A480 | 1,5× standaard tabelwaarde | Kwaliteiten met een hoge vloeigrens vereisen meervoudige tolerantie |
| Aluminium plaat | AMS 2242 / ASTM B209 | 0,050" – 0,250" (1,3–6,4 mm) | Lucht- en ruimtevaartkwaliteiten vereisen strengere limieten volgens AMS 2242 |
Deze cijfers geven de uitgangstoestand van de molen weer. In de praktijk kan elke snij-, las- of hitteblootstelling na ontvangst een plaat buiten deze grenzen verschuiven. Dit is de reden waarom veel precisiefabrikanten materiaal op maat specificeren, of intern waterpas stellen vóór kritische werkzaamheden.
Waarom vlakheid belangrijk is voor stroomafwaartse processen
Een plaat die er op het oog acceptabel uitziet, kan tijdens de productie toch falen. De gevolgen van een slechte vlakheid manifesteren zich verschillend, afhankelijk van het betrokken proces.
In lasersnijden , vlakheidsafwijkingen zorgen ervoor dat het brandpunt van de straal wegschuift van het materiaaloppervlak. Zelfs een buiging van een paar millimeter kan brandwonden aan de randen, een inconsistente snijbreedte of onvolledige sneden veroorzaken, vooral bij dun materiaal. Platen moeten plat op de snijtafel liggen zodat de balk voorspelbaar kan presteren. U kunt meer leren over hoe technieken voor het egaliseren van metalen worden gebruikt om het vel voor te bereiden voordat het wordt gesneden.
In lassen Een gebogen of kromgetrokken plaat creëert gaten in de verbinding die meer vulmateriaal vereisen en zwakkere, minder consistente lassen produceren. Inbouwproblemen veroorzaakt door vlakheidsafwijkingen zijn een belangrijke bron van herbewerking in fabricagewerkplaatsen.
In CNC-bewerking , een plaat die niet vlak tegen de armatuur wordt gehouden, zal trillen, doorbuigen onder gereedschapsdruk en maatfouten veroorzaken. Dit is vooral van cruciaal belang voor dunne plaatonderdelen waarbij het materiaal weinig inherente stijfheid heeft.
In kantpers buigen , produceert een vlakke invoerplaat een voorspelbare terugveringshoek. Een gebogen plaat maakt echter ongelijkmatig contact met de matrijs, wat resulteert in hoekinconsistentie over de buiglijn - een probleem dat zich voordoet bij delen met meerdere buigingen.
Montage en afdichting worden ook getroffen. Passende flenzen, kastpanelen en behuizingsframes die niet plat zijn, creëren gaten die zowel de structurele integriteit als de afdichtingsprestaties in gevaar brengen.
De technische vuistregel – ±0,005 inch per inch lengte — biedt een praktisch uitgangspunt voor vlakheidsverwachtingen bij plaatwerk, maar strengere eisen zijn gebruikelijk in precisie-industrieën zoals de elektronica, de lucht- en ruimtevaart en de productie van farmaceutische apparatuur.
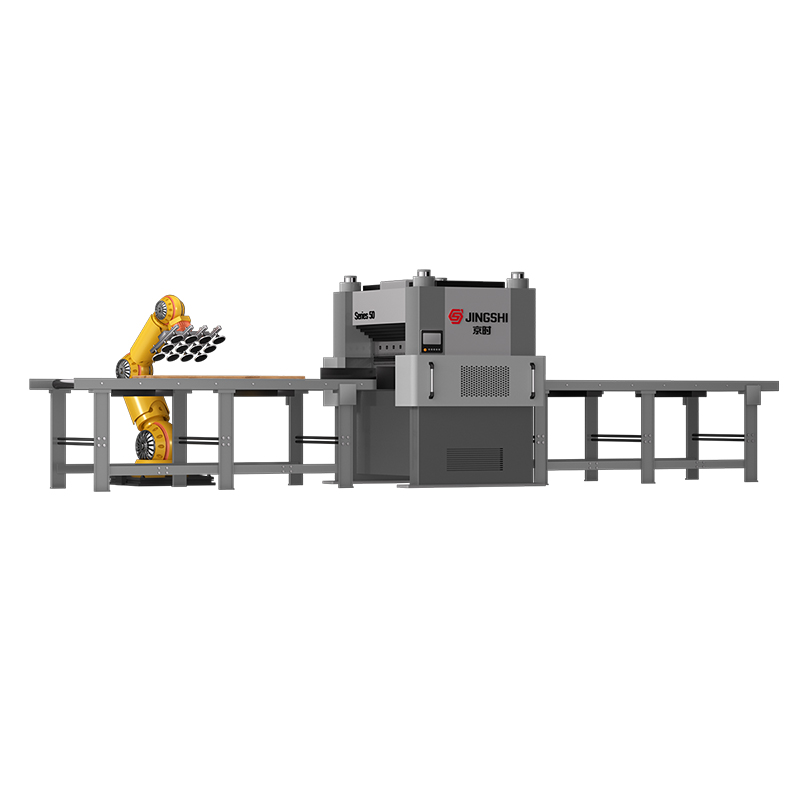
Hoe hydraulische nivelleringsmachines standaard vlakheid bereiken
Wanneer het in een fabriek geproduceerde materiaal niet voldoet aan de vereiste vlakheid voor een bepaalde toepassing, a hydraulische nivelleringsmachine is de standaard industriële oplossing. In tegenstelling tot handmatig rechttrekken of platmaken met een druk, corrigeert een hydraulische rollerleveller de vlakheid systematisch en consistent over het volledige oppervlak van de plaat.
Het werkingsprincipe houdt in dat het vel door een reeks nauwkeurig op afstand geplaatste, afwisselende bovenste en onderste rollen wordt geleid. Terwijl het vel door elke rolspleet gaat, wordt het herhaaldelijk in tegengestelde richtingen gebogen. Elke buigcyclus vermindert de amplitude van de interne spanningsvariatie, waardoor de spanningsverdeling over de dwarsdoorsnede geleidelijk wordt gelijkgemaakt. Het resultaat is een plaat die de machine verlaat in een stabiele, vlakke toestand – zonder de spanningen die buigen en kromtrekken veroorzaken.
De belangrijkste prestatieparameters van een hydraulische nivelleringsmachine die de haalbare vlakheid bepalen, zijn onder meer:
- Roldiameter en -afstand — Rollen met een kleinere diameter en kleinere afstanden produceren een grotere buigintensiteit, waardoor correctie van ernstigere vervormingen bij dunnere platen mogelijk is.
- Hydraulische druk- en rolspleetcontrole — Dankzij de nauwkeurige hydraulische bediening kan de rolspleet onafhankelijk over de breedte worden aangepast, waarbij tegelijkertijd de kruisboog- en randgolf worden gecompenseerd.
- Servogestuurde voerregeling — een consistente materiaalsnelheid door de leveller voorkomt plaatselijke overbuiging die nieuwe vlakheidsfouten zou kunnen introduceren.
- Materiaaldiktebereik — een goed ontworpen leveller bestrijkt een bepaald diktebereik met volledig correctievermogen; buiten dat bereik opereren vermindert de effectiviteit.
Moderne CNC-gestuurde hydraulische levellers kunnen vlakheidswaarden bereiken die aanzienlijk hoger zijn dan wat de specificaties van de molen vereisen, waardoor ze onmisbaar zijn voor industrieën waar nauwe toleranties niet onderhandelbaar zijn.
Het kiezen van de juiste vlakheidsnorm voor uw toepassing
Om de vlakheidstolerantie correct te specificeren, moeten drie factoren in evenwicht worden gebracht: functionele vereisten, materiaalcapaciteit en kosten. Nauwere toleranties verhogen de materiaalkosten, de verwerkingstijd en het uitvalpercentage. Overspecificatie is dus een reëel probleem, en niet alleen te weinig.
Hier is een praktisch raamwerk voor het selecteren van de juiste standaard:
- Definieer eerst de functionele eis. Vraag welke vlakheidsafwijking uw stroomafwaartse proces kan verdragen voordat de kwaliteit wordt aangetast. Bij lasersnijden mag dit ±1 mm zijn. Voor een structureel frame kan ±5 mm acceptabel zijn. Begin bij het proces, niet bij de materiaalspecificaties.
- Stem de standaard af op uw materiaal en regio. Gebruik ASTM A480 voor roestvrij staal in Noord-Amerika, ASTM A6/A568 voor koolstofstalen platen en platen, EN 10029 in Europa en AMS 2242 voor ruimtevaartaluminium. Het toepassen van de verkeerde standaard zorgt voor onduidelijkheid over de specificaties bij leveranciers.
- Specificeer het kwaliteitsniveau expliciet. Als de commerciële kwaliteit voldoende is, vermeld dit dan. Als superieure kwaliteit of precisiekwaliteit vereist is, geef dat dan aan – en wees voorbereid op langere doorlooptijden en hogere eenheidskosten.
- Overweeg nivellering na de verwerking. Voor toepassingen waarbij de vlakheid van de molen onvoldoende is, is het specificeren van genivelleerd en op maat gesneden materiaal van een bekwame leverancier, of het uitvoeren van intern nivelleren, vaak kosteneffectiever dan het kopen van premium maalproducten.
- Houd rekening met volgende bewerkingen. Als onderdelen na ontvangst worden gelast, plasmagesneden of met hitte behandeld, houd dan rekening met de vlakheidsverandering die deze processen met zich meebrengen. Walstoleranties zijn niet langer van toepassing na thermische blootstelling.
Voor fabrikanten die met meerdere materiaalsoorten en diktebereiken werken, biedt een hydraulisch nivelleringssysteem dat in de productielijn is geïntegreerd de meest betrouwbare weg naar consistente vlakheidsconformiteit. Ontdek het assortiment van JingShi plaatwerk toepassingen en waterpasoplossingen om te begrijpen hoe precisienivellering past in uw specifieke productieworkflow.