JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Het nivelleren van plaatmetaal is een cruciale stap in de moderne metaalproductie. Voordat enige snij-, buig-, las- of stansbewerking consistente resultaten kan opleveren, moet het ruwe materiaal echt vlak zijn - niet alleen visueel vlak, maar spanningsvrij en maatvast. Het kiezen van de verkeerde nivelleringsmethode leidt tot afgekeurde onderdelen, herbewerking en stroomafwaartse procesfouten. Deze gids behandelt alle belangrijke methoden voor het egaliseren van plaatmetaal, legt de fysica erachter uit en biedt u een praktisch raamwerk voor het selecteren van de juiste aanpak op basis van uw materiaal-, volume- en precisie-eisen.
Waarom plaatwerk moet worden genivelleerd
Plaatwerk verlaat de molen in spiraalvorm. Tijdens het oprollen rekt het buitenoppervlak uit terwijl het binnenoppervlak wordt samengedrukt, waardoor tegengestelde spanningen in de korrelstructuur van het materiaal worden vastgehouden. Wanneer servicecentra de plaat afrollen, rechttrekken en op lengte snijden, verdwijnen deze spanningen niet volledig; ze blijven gevangen in wat lijkt op een plat stuk metaal.
Het probleem wordt zichtbaar op het moment dat een thermisch snijproces zoals laser- of plasmasnijden wordt toegepast. Warmte maakt de vergrendelde spanningen vrij, en onderdelen kromtrekken, buigen of ontwikkelen rand- en middengolven. Dezelfde vervorming treedt op na ponsen of fijnstansen. Zelfs mechanisch gesneden onderdelen vertonen restspanningen die de geometrie vervormen tijdens het daaropvolgende vormen of lassen.
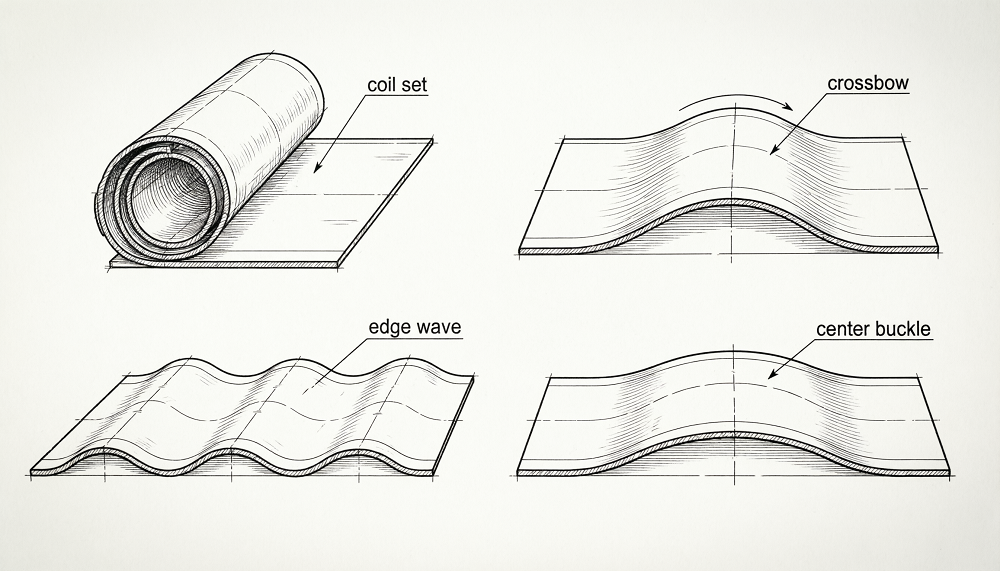
De meest voorkomende vlakheidsdefecten die bij nivelleren moeten worden aangepakt, zijn onder meer:
- Spoelset: een longitudinale boog die de wikkelrichting volgt, het meest ernstig in de richting van de spoelkern.
- Kruisboog: een dwarsboog loodrecht op de rolrichting, met het midden boven de randen.
- Randgolf: golvende randen veroorzaakt door drukspanning in de randzones ten opzichte van het midden.
- Centrale gesp: plaatselijke knik in het midden van de plaat, waarbij het midden langer is dan de randen.
- Draai: diagonale vervorming over het oppervlak van het onderdeel, vaak veroorzaakt tijdens asymmetrisch snijden of hanteren.
Elk defecttype heeft een ander spanningsprofiel en reageert daarom anders op elke nivelleringsmethode. Begrip vlakheidsnormen voor plaatwerk Voordat u een nivelleringsproces selecteert, kunt u een meetbaar acceptatiecriterium definiëren en geschillen bij de inbedrijfstelling voorkomen.
Hamer- en vlamnivellering
Hameren is de oudste methode voor het nivelleren van plaatstaal en wordt nog steeds gebruikt voor specifieke situaties waarin machinaal nivelleren onpraktisch is. Een ervaren operator slaat met een hamer op de plaat in een doelbewust patroon, waardoor de samengedrukte zones worden uitgerekt en lokale spanningsconcentraties worden verlicht. Vlamnivellering werkt volgens een verwant principe: een toorts verwarmt een gelokaliseerd gebied, waardoor thermische uitzetting ontstaat; Terwijl de zone afkoelt en samentrekt, trekt het omringende materiaal naar het verwarmde punt, waardoor lokale buiging wordt gecorrigeerd.
Beide methoden vereisen aanzienlijke vaardigheden. De resultaten zijn rechtstreeks afhankelijk van het vermogen van de operator om het onderdeel te lezen, de spanningsverdeling te beoordelen en de juiste energie in de juiste volgorde toe te passen. Geen twee operators produceren identieke resultaten en geen enkel onderdeel kan met zekerheid worden gereproduceerd. Het kan 30 minuten tot enkele uren duren voordat een enkel stuk waterpas is gemaakt, afhankelijk van de ernst van de vervorming en de complexiteit van het onderdeel.

Wanneer hamer- en vlamnivellering zinvol is
- Reeds gemonteerde constructies of lasnaden die niet door een walsmachine kunnen.
- Zeer kleine productievolumes waarbij de installatiekosten van de machine niet gerechtvaardigd zijn.
- Op maat gevormde of onregelmatige onderdelen waar machinegeleiders niet in passen.
- Correctie ter plaatse van afgewerkte componenten waarbij de maattolerantie gematigd is.
Voor productieomgevingen waar doorvoersnelheid, herhaalbaarheid of precisievlakheidstoleranties van belang zijn, is hamer- en vlamnivellering niet geschikt. De menselijke factor maakt het onmogelijk om consistente resultaten over een batch te garanderen.
Druk en rechttrekken Druk op waterpas stellen
Een richtpers ondersteunt de plaat of plaat op twee punten en past een vormmatrijs toe om het materiaal tussen die steunpunten plat te drukken. Het proces richt zich op specifieke locaties op het gedeelte waar de vervorming geconcentreerd is. Er zijn doorgaans meerdere perscycli nodig voordat het onderdeel een aanvaardbare vlakheid bereikt, omdat elke persslag één gebied corrigeert en mogelijk spanning in aangrenzende zones introduceert.
Sommige fabrikanten gebruiken afkantpersen als geïmproviseerde levellers, wat haalbaar is voor het corrigeren van een enkele zichtbare vervorming, maar geen rekening houdt met verdeelde interne spanningen. Een speciale richtpers biedt betere controle dan een kantbank die bedoeld is voor nivelleren, maar kan nog steeds niet tippen aan de doorvoer of de spanningsontlastingsdiepte van een op rollen gebaseerd systeem.
Het nivelleren van een enkel stuk op een richtpers duurt doorgaans tot 60 minuten en vereist een bekwame specialist om het gedrag van het onderdeel tussen de slagen te interpreteren. De methode wordt praktischer voor platen dikker dan 50 mm, waar rollevellers mogelijk niet over de mechanische capaciteit beschikken, en voor productie in kleine volumes waarbij een investering in een machine niet gerechtvaardigd is.
Beperkingen waarmee rekening moet worden gehouden
- Kan gedistribueerde interne spanningen niet aanpakken - alleen zichtbare geometrische defecten op discrete punten.
- Het risico op terugvering vereist herhaalde perscycli en verlengde cyclustijden.
- Is sterk afhankelijk van het oordeel van de operator, waardoor de herhaalbaarheid tussen operators variabel is.
- Niet geschikt voor dun plaatmetaal - hoge lokale belastingsconcentraties riskeren oppervlakteschade of permanente markering.
Roller-nivellering: van eenvoudige stijltangen tot precisiesystemen
Rolnivellering is de meest gebruikte industriële plaatnivelleringsmethode. Het vel passeert een reeks verspringende rollen die het onderwerpen aan afwisselende bochten met een geleidelijk afnemende amplitude. Deze herhaalde elastisch-plastische vervorming herverdeelt de interne spanningen over de dwarsdoorsnede en drijft het materiaal naar een uniforme, spanningsarme vlakke toestand.
De basisfysica volgt een afnemende sinusgolf: het ingangseinde past de grootste buigverplaatsing toe, en elk opeenvolgend rollenpaar vermindert de verplaatsing totdat het materiaal in een vrijwel neutrale spanningstoestand naar buiten komt. De effectiviteit van het proces hangt af van drie onderling verbonden variabelen: roldiameter, rolsteek (hart-op-hart afstand) en persdiepte (penetratie) .
Eenvoudige rollevellers (stijltangen)
Eenvoudige richtmachines gebruiken minimaal zeven rollen met relatief grote diameters en grote tussenruimte. Ze verwerken dikkere platen en een beperkt diktebereik. Omdat de rollen niet actief worden ondersteund tegen doorbuiging onder belasting, buigen ze onder druk, waardoor ongelijkmatige buiging over de plaatbreedte ontstaat. Vlakheidsresultaten zijn voldoende voor algemene structurele toepassingen, maar onvoldoende voor precisieproductie. Er zijn vaak meerdere passages door de machine nodig, en het proces is nog steeds afhankelijk van de ervaring van de operator om de rollen correct in te stellen.
Precisie levellers met meerdere rollen
Precisie-levellers voegen tussen- en steunrollen toe achter de werkrollen om doorbuiging onder belasting te voorkomen. Dit maakt kleinere werkroldiameters en een kleinere spoed mogelijk, waardoor het aantal buigcycli per eenheid plaatlengte toeneemt en het vermogen van de machine wordt verbeterd om kortegolfdefecten zoals randgolven en centrale knikken te corrigeren. Precisiesystemen kunnen vlakheidswaarden bereiken van 0,1 mm/m of beter — een vereiste voor zaagbladen, precisiestanscomponenten en plaatwerkconstructies met fijne tolerantie.
Vergeleken met handmatige methoden verkort het nivelleren van rollen de cyclustijd aanzienlijk. Een onderdeel waarvoor 10 minuten afkantpers- of hamernivellering met de hand nodig is, kan in minder dan een minuut worden verwerkt op een precisieroller, wat zich vertaalt in meetbare kostenbesparingen bij bewerkingen met grote volumes.
Walsmachine (drierollensystemen)
De eenvoudigste op rollen gebaseerde configuratie maakt gebruik van drie offsetrollen. Het vel buigt rond de rollen terwijl het er doorheen gaat, en het proces wordt herhaald totdat de vlakheid acceptabel is. Deze aanpak is alleen effectief voor onderdelen met eenvoudige, uniforme vlakheidsdefecten. Het pakt geen interne spanning aan en vereist meerdere herhalingen voor elk materiaal met aanzienlijke vervorming. Het is het meest geschikt voor werkplaatsen die lichte buigcorrecties uitvoeren bij een laag volume.
Spanningsnivellering
Bij spanningsnivellering wordt de plaat in de lengterichting uitgerekt door deze tussen twee spanrollen te trekken totdat de uitgeoefende spanning de vloeigrens van het materiaal overschrijdt. Naarmate de plaat gelijkmatig meegeeft over de dwarsdoorsnede, stort het spanningsverschil tussen eerder samengedrukte en gespannen zones in, en komt het materiaal naar buiten in een vlakke toestand met weinig restspanning.
Veel industriële spanningsnivelleringssystemen combineren rollenbuigen met spannen in een hybride benadering: de plaat gaat eerst door buigrollen om de bruto spanning te herverdelen, en ondergaat vervolgens spanning om de uiteindelijke vlakheid en dikte-uniformiteit te bereiken. Deze combinatie is bijzonder effectief voor hogesterktestaalsoorten en zeer dunne materialen waarbij systemen met alleen rollen moeite hebben om voldoende buiging toe te passen zonder schade aan het oppervlak.
Beste toepassingen voor spanningsnivellering
- Zeer dunne plaat en folie waarbij kleine roldiameters nog steeds het oppervlak markeren.
- Hoogwaardige staalsoorten met een verhouding rek-vloeigrens van bijna 1,0, die moeilijk te buigen zijn zonder overbelasting.
- Coilverwerkingslijnen waarbij het materiaal continu loopt en spanningscontrole al deel uitmaakt van de lijnarchitectuur.
- Toepassingen waarbij dikte-uniformiteit over de breedte net zo belangrijk is als vlakheid.
Het nadeel is de complexiteit en de kapitaalkosten. Het nivelleren van de spanning vereist nauwkeurige controle van de spanhaspels en zorgvuldige kalibratie om te voorkomen dat er nieuwe longitudinale spanning ontstaat door ongelijkmatig trekken. Het is minder praktisch voor het stuk voor stuk nivelleren na het snijden en wordt voornamelijk gebruikt in omgevingen waar rollen worden verwerkt.
Heetwalsen en koudwalsen nivellering
Bij het koudwalsen gaat de plaat door rollen op of nabij kamertemperatuur, waarbij een hoge druk wordt uitgeoefend die het materiaal plastisch vervormt. Deze methode corrigeert niet alleen de vlakheid, maar verbetert ook de oppervlakteafwerking en verhoogt de mechanische eigenschappen; hardheid en treksterkte stijgen beide als gevolg van verharding. Het is geschikt wanneer oppervlaktekwaliteit een primaire vereiste is, zoals voor blanco carrosseriepanelen of precisietechnische substraten. De beperking is dat koudwalsen beperkt is tot dunnere diktes; zeer dikke platen vereisen overmatige kracht, en het werkverhardende effect kan de ductiliteit verminderen tot het punt waarop de stroomafwaartse vorming wordt beïnvloed.
Door middel van heet walsen wordt de plaat verwarmd tot boven de herkristallisatietemperatuur voordat deze door de nivelleerrollen wordt geleid. Een verhoogde temperatuur vermindert de vloeigrens en verhoogt de ductiliteit, waardoor dikke platen veel gemakkelijker te vervormen zijn. De hitte versnelt ook de stressverlichting. Deze aanpak is standaard bij de primaire staalverwerking en de productie van scheepsbouwplaten. De energiekosten van verwarming zijn het belangrijkste operationele nadeel, en thermische behandeling kan de microstructuur van het materiaal zodanig veranderen dat verificatie na het proces vereist is voor specificatiegevoelige toepassingen.
Hydraulische precisienivellering: de moderne industriële standaard
Hydraulische precisienivellering vertegenwoordigt de huidige stand van de techniek op het gebied van plaatnivellering voor productieomgevingen. In tegenstelling tot mechanische rollevellers waarbij de drukkracht wordt vastgelegd door het afstellen van de schroeven, hydraulische nivelleringsmachine maakt gebruik van hydraulische cilinders met gesloten lus om de drukkracht en rolspleet dynamisch te regelen over de volledige breedte van de plaat. Hierdoor kan het systeem een consistente buigenergie behouden, zelfs als de materiaaldikte, vloeigrens of temperatuur varieert binnen een productiebatch.

Het werkingsprincipe blijft afwisselend elastisch-plastisch buigen, maar de precisie van de hydraulische aandrijving ontgrendelt mogelijkheden waar mechanische systemen niet aan kunnen tippen:
- Breed materiaalassortiment: hydraulische systemen kunnen materialen verwerken van 0,1 mm ultradunne koperfolie tot 60 mm dikke speciale legeringsplaten binnen één enkele machinefamilie, waarbij ertussen kan worden geschakeld via opgeslagen recepten.
- Actieve krooncontrole: De steunrollen achter de werkrollen worden per zone hydraulisch afgesteld, waardoor de doorbuiging van de rollen onder belasting wordt gecompenseerd en een consistente buiging over brede platen wordt gegarandeerd - van cruciaal belang om tegelijkertijd randgolven en centrale knikken te elimineren.
- Herhaalbare receptgebaseerde werking: materiaalspecifieke parameters (kracht, penetratie, snelheid) worden automatisch opgeslagen en opgeroepen, waardoor operatorafhankelijke instellingsvariaties tussen ploegendiensten worden geëlimineerd.
- Geperforeerde en warmtebehandelde materiaalbehandeling: Geavanceerde zone-voor-zone roldrukregeling maakt selectieve verlenging over de breedte mogelijk, waardoor het mogelijk wordt materialen waterpas te stellen die eenvoudigere systemen verslaan - geperforeerde platen, na-hittebehandelde plano's en platen met hoge treksterkte.
Het belangrijkste onderscheid tussen hydraulische levellerontwerpen ligt in de besturingsarchitectuur. Het regelen van de hydraulische druk alleen is niet hetzelfde als het regelen van de rolpositie of cilinderkracht in een gesloten circuit. Positie- en krachtfeedback – via lineaire schalen en loadcellen – maakt de dagelijkse herhaalbaarheid mogelijk in het licht van olietemperatuurafwijkingen, klepresponsvariaties en geleidelijke slijtage van componenten. Machines die alleen afhankelijk zijn van drukregeling zullen alleen consistente resultaten opleveren binnen een smal werkgebied.
Voor bulkproductie van auto-onderdelen, precisieplaatwerk, liftonderdelen, zaagbladen en elektronicabehuizingen is hydraulische precisienivellering de methode die vlakheidsgaranties op productieniveau haalbaar en verifieerbaar maakt. Ontdek het volledige aanbod van industriële toepassingen waar precisienivellering meetbare procesverbetering oplevert.
Brancard nivellering
Bij het nivelleren van brancards wordt gebruik gemaakt van hydraulische klemmen om de plaat aan beide uiteinden vast te pakken en tegelijkertijd in meerdere richtingen te trekken totdat de interne spanningen zijn geëgaliseerd door een uniforme rek over de volledige dwarsdoorsnede. In tegenstelling tot spanningsnivellering in productielijnen voor rollen, werkt stretcher-nivellering op individueel gesneden vellen of platen en is ontworpen voor materialen waarbij longitudinale en transversale spanningsgradiënten beide in één enkele bewerking moeten worden gecorrigeerd.
De methode bereikt een uitstekende vlakheid en verlichting van restspanningen, maar is langzamer dan continue rol- of spanningsnivellering en is het meest geschikt voor hoogwaardige toepassingen met een laag volume, zoals ruimtevaartplaten, dikke structurele plano's of platen van speciale legeringen, waarbij de onderdeelkosten de langere cyclustijd rechtvaardigen. Het vereist een zorgvuldige kalibratie: onvoldoende rek zorgt voor restspanning; overmatige rek verandert permanent de afmetingen en mechanische eigenschappen.
Hoe u de juiste nivelleringsmethode voor plaatmetaal kiest
De juiste nivelleringsmethode wordt bepaald door een combinatie van materiaaleigenschappen, productievolume, vlakheidseis en onderdeelgeometrie. De volgende tabel vat de belangrijkste selectiecriteria voor alle belangrijke methoden samen.
| Methode | Dikte bereik | Volumegeschiktheid | Vlakheid kwaliteit | Stressverlichting | Typisch gebruiksscenario |
|---|---|---|---|---|---|
| Hamer / Vlam | Elke | 1–5 stuks | Laag / Variabel | Gedeeltelijk (alleen lokaal) | Lassen, reparatie ter plaatse |
| Rechttrekken pers | > 50 mm typisch | Kleine partij | Matig | Gedeeltelijk (puntcorrectie) | Dikke plaat, zichtbare vervorming |
| Eenvoudige rolleveller | Middelmatig dik | Middelmatig | Matig | Beperkt | Algemene structuurplaat |
| Precisie-roller-leveller | Dun-medium | Hoog | Hoog (≤ 0.5 mm/m) | Goed | Stempelen, lasersnijden voorbereiding |
| Spanningsnivellering | Zeer dun – hoge sterkte | Hoog (coil line) | Zeer hoog | Uitstekend | AHSS, folie, spoelverwerking |
| Koudwalsen nivelleren | Dun | Hoog | Zeer hoog | Goed | Carrosseriepanelen voor auto's, precisieonderdelen |
| Heetwalsen nivelleren | Dikke plaat | Hoog (mill-scale) | Matig–high | Goed | Constructiestaal, scheepsbouwplaat |
| Hydraulische precisienivellering | 0,1 mm – 60 mm | Hoog | Zeer hoog (≤ 0.1 mm/m) | Uitstekend | Precisieproductie, productie van gemengde materialen |
| Brancard nivellering | Middelmatig dik | Laag-medium | Zeer hoog | Uitstekend | Lucht- en ruimtevaartplaat, speciale legeringen |
Praktische selectielogica
Begin met je materiaal. Als u in één fabriek een breed scala aan legeringen en diktes verwerkt, is hydraulische precisie-nivellering de enige methode die het volledige spectrum kan verwerken met consistentie op receptbasis. Als uw werkzaamheden beperkt zijn tot één materiaalfamilie met een hoog volume, kan een precisieroller die voor dat raam is geoptimaliseerd, kosteneffectiever zijn. Voor zeer dunne folie of geavanceerd hoogsterkte staal in een continue spoellijn levert spanningsnivellering de meest uniforme resultaten op. Voor incidentele correcties van dikke platen of nabewerking van lasnaden blijft een pers of richtpers de praktische keuze.
Denk dan eens aan uw downstream-processen. Als de genivelleerde plaat met een laser wordt gesneden, is het resterende spanningsniveau na het nivelleren net zo belangrijk als de geometrische vlakheid; door thermisch snijden wordt de resterende spanning opgeheven. Als het met precisie wordt gestempeld of gevormd, is uniformiteit van de vlakheid over de breedte de dominante vereiste. Het definiëren van de stroomafwaartse gevoeligheid voordat een methode wordt geselecteerd, zorgt ervoor dat de nivelleringsstap het probleem daadwerkelijk oplost en niet alleen maar verplaatst.
Voor een diepere vergelijking van technieken en apparatuurconfiguraties kunt u de gids raadplegen technieken voor het egaliseren van metalen behandelt aanvullende details op toolniveau voor elke benadering.
Integratie van waterpasstelling in een complete productielijn
Bij de moderne plaatbewerking werkt het nivelleren zelden als een geïsoleerde stap. Het hoogste rendement op de nivelleringsinvestering wordt behaald wanneer de nivelleringsmachine wordt geïntegreerd in een aangesloten productielijn - gekoppeld aan de decoiler stroomopwaarts, het snij- of stanssysteem stroomafwaarts, en een centraal datasysteem dat materiaalparameters, krachtinstellingen en vlakheidsresultaten registreert voor traceerbaarheid.
Op recept gebaseerde materiaalverwerking is het praktische mechanisme: wanneer de materiaal-ID verandert, verandert het nivelleringsprogramma automatisch, waardoor handmatige insteltijd wordt geëlimineerd en het risico bestaat dat de verkeerde parameters worden toegepast op een nieuwe legering of dikte. Feedback tijdens de stroomafwaartse inspectie, waarbij het resultaat van een vlakheidsmeting wordt gebruikt om de volgende waterpascyclus te verfijnen, sluit de cirkel en maakt continue verbetering mogelijk zonder tussenkomst van de operator.
Ongeacht de gekozen egalisatiemethode moet naast de vlakheid ook de integriteit van het oppervlak worden bewaakt. Walsmarkering, het oppikken van verontreinigde rollen en microkrassen op gevoelige legeringen zoals aluminium of koper zijn afkeuroorzaken die optreden na het nivelleren, en niet tijdens het egaliseren. Onderhoudsdiscipline – het reinigen van de rollen, het schoonhouden van de olie, het kalibreren van de sensoren en het periodiek verifiëren van de geometrie – is de operationele praktijk die ervoor zorgt dat de nivelleringsresultaten consistent blijven in de loop van de tijd.
Voor fabrikanten die hydraulische precisienivelleringsoplossingen evalueren voor integratie in hun productielijnen, is de toepassingsoverzicht biedt configuratierichtlijnen per branche en materiaaltype.







